3D打印热塑性碳纤维时,红外加热或可提升机械性能上限
3D打印工艺可以生产出几何形状更为复杂的零部件,但通常认为该工艺生产出的零部件的机械性能较弱,这是由于3D打印工艺中材料的各向异性存在、层间强度较低和微观结构异质性所致。想要改善这种情况,需要从基础的打印材料上入手,通过研究发现,石墨烯、纤维、碳纳米管、金属粉末等作为增强材料使用时,可以提升零部件一定的机械性能。智上新材推荐一种自带高强机械性能的新型复合材料,它便是热塑性碳纤维复合材料。
3D打印CF/PA复合材料测试,再使用红外加热预热复材
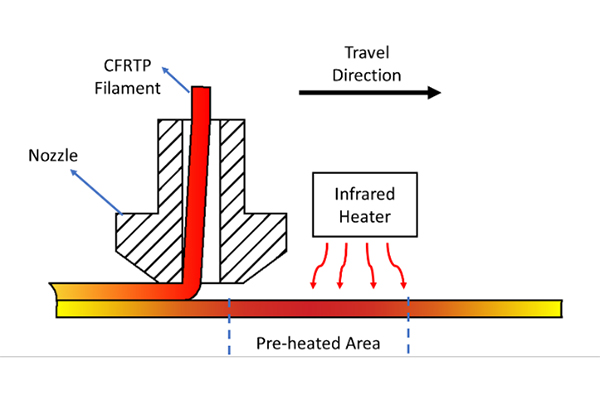
有国外专业团队进行了3D打印热塑性碳纤维复合材料的相关实验,实验中以连续碳纤维和热塑性树脂聚酰胺(PA)作为基础材料,并在打印过程中,使用红外加热器在打印喷嘴前加热前一层复合材料以提高层间粘合性能,再通过三点弯曲测试研究了红外加热对CF/PA样品机械性能的影响。
1、材料准备:热塑性聚酰胺(PA)树脂,其抗拉强度和弯曲强度均为57MPa,直径为1.75mm;3K碳纤维其抗拉强度为4900MPa,弹性模量为245GPa。
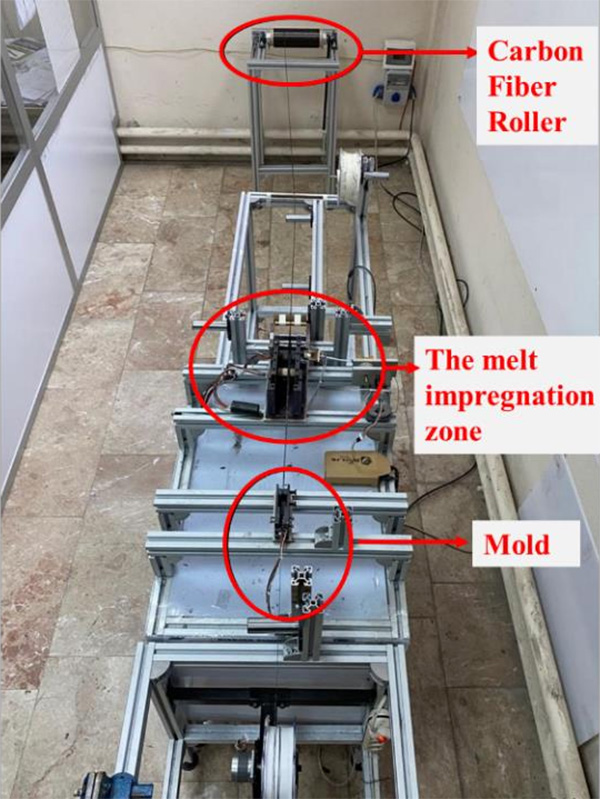
2、CF/PA长丝制备:使用熔融浸渍生产线将聚酰胺(PA)和碳纤维制成CF/PA长丝,生产线包括三个主要部分:纤维展开区、聚合物混合区和成型区,CF/PA长丝制备完成后,待后续打印使用。
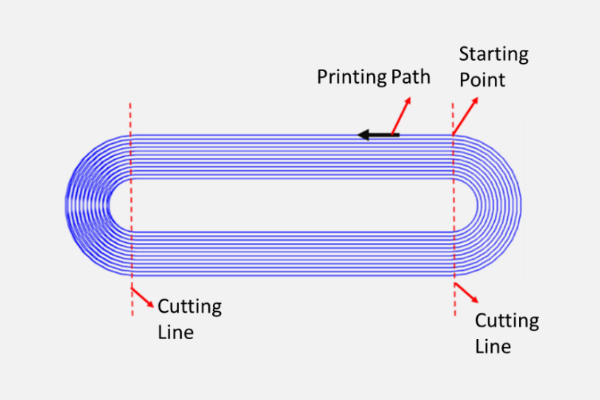
3、3D打印CF/PA样品:打印CF/PA样品时采用椭圆形的连续路径(如上图),参数预设为打印喷嘴温度240°C,加热床温度80°C,3种打印速度(5mm/s、2.5mm/s和1.5mm/s),打印结束后,从剪切线上剪下圆角,获得了两个矩形三点弯曲测试样品。
4、红外加热预热:为了实现更好的层间粘接效果,进一步提升CF/PA样品的机械性能上限,使用红外加热器对复合材料进行预热操作,红外加热器预设8.0A和3.2V的电流。
5、三点弯曲测试:根据“ISO14125 - 纤维增强塑料复合材料弯曲性能的测定”标准,对CF/PA样品进行测试,获取对应的弯曲强度和模量数据,并进行对比。
低打印速度下,红外加热可提升CF/PA样品的机械性能上限
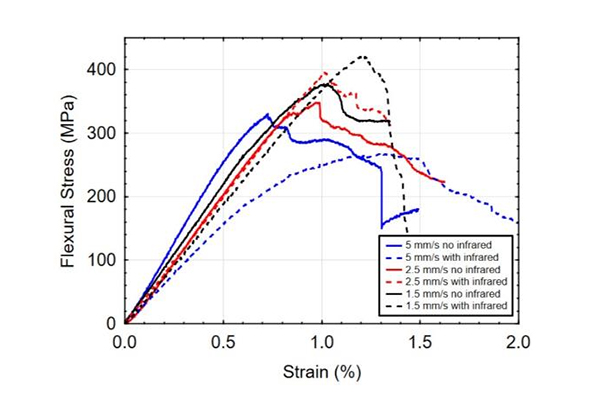
上图为CF/PA样品三点弯曲测试结果的应力-应变曲线图,曲线图显示,1.5mm/s的红外预热打印速度呈现出最高的弯曲强度,明显高于2.5mm/s和5mm/s。分析认为:打印速度越慢,红外加热可以更好的预热前一层复合材料,进一步提升层间粘接能力。根据曲线图可以发现,使用红外加热器在1.5mm/s和2.5mm/s打印速度下,CF/PA样品可以获得更好的机械性能,但在5mm/s时则相反,这是因为打印速度太快时,无法将上一层复合材料预热到所需的温度。
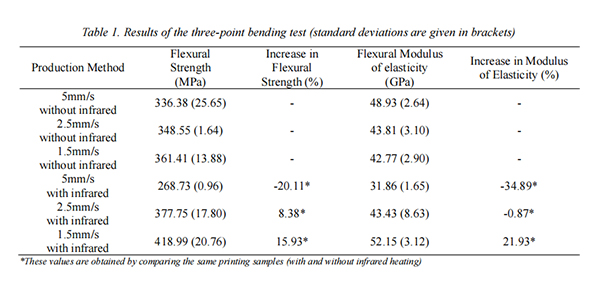
上表为三点弯曲测试中记录的数据统计表,表中显示1.5mm/s打印速度下,红外加热的CF/PA样品具有最高的平均弯曲强度,约为418.99MPa。与1.5mm/s未使用红外的样品相比,1.5mm/s使用红外的样品弯曲强度增加了15.93%,弹性模量增加了21.93%。数据总体显示,在低打印速度下,弯曲强度和模量的提升较为明显,而在5mm/s这样的高打印速度下,弯曲强度和模量反而呈现出较大的下降。

通过实际的测试,可以总结为:红外加热预热可大幅提升热塑性碳纤维复合材料3D打印成型后零部件的机械性能,但只适用于低打印速度的成型加工中。热塑性碳纤维复合材料的成型方式并不局限于3D打印一种,而且高性能的热塑性树脂(如PEEK、PPS)等还支持模塑成型、热压成型等,另外还支持高温热重塑。智上新材认为热塑性碳纤维复合材料的发展尚处于起步阶段,只有不断的尝试和研究,总结和改进,才能让热塑性碳纤维在整个材料行业和整个工业领域发挥出更大的价值。





