针对热塑性碳纤维复合材料的2种激光焊接工艺对比
与热固性碳纤维复合材料相比,热塑性碳纤维复合材料具备一些天生的优势,如更好的冲击耐受性、更长的存储时间、更强的极限应变能力、更优异的耐化学性,另外它还支持快速加工成型,恰恰是这一点在工业批量生产中尤为重要,是市场规模化应用的先决条件之一。另外热固性碳纤维复合材料制品一旦加工成型,就无法改变形态,而热塑性碳纤维复合材料支持二次重塑,这在与其他零部件连接时提供了额外的连接方式,比如焊接。
热塑性碳纤维复合材料的激光焊接工艺简介
经过多番研究,热塑性碳纤维复合材料的焊接方式有了拓展,包括电阻焊、超声波焊、振动焊、感应焊和激光焊接等,智上新材将结合专业论文介绍激光焊接这一技术,了解激光焊接中重要的影响因素。另外根据焊接情况的不同,还可以细分为同步焊接、掩模焊接、轮廓焊接(C)和准同步焊接(QS)等。

其中准同步焊接(QS)是一种激光透射焊接技术,该技术是基于热塑性基体对激光辐射波长的光学透明度原理,激光辐射照射到热塑性碳纤维复合材料上时,会穿过基体部分,而在碳纤维部分被吸收,吸收过程会产生一定的热量,这些热量会导致基体部分升温并熔化,成为连接其他零部件的粘合剂。
热塑性碳纤维复合材料的激光轮廓焊接(C)技术
激光轮廓焊接过程中,激光辐射直接施加到复合材料的吸收部分(碳纤维),可以直观的观察热传导对热塑性碳纤维复合材料焊缝宽度的影响效果,通过多次实验发现,焊缝宽度的变化有以下的几个规律。
1、规律A:焊接速度恒定,激光功率增加,焊缝宽度随之增加,这是因为激光辐射产生的热量被更多基体部分吸收。
2、规律B:激光功率恒定,焊接速度加快,焊缝宽度随着减小,这是因为激光与材料的相互作用时间更短以及每单位长度的能量更低。
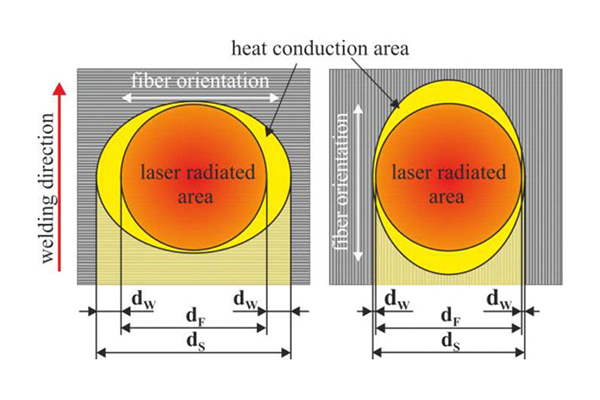
3、规律C:激光焊接过程中,产生的热量高于基体熔化需求的热量,在0°和90°方向上,多余热量传导方向并不相同,造成的焊缝范围是有所区别的。0°纤维方向,热量往激光辐射位置前后传导,90°垂直纤维方向,热量往焊缝处传导,后者焊缝宽度更大。
热塑性碳纤维复合材料的激光透射焊接(QS)技术
对于低透射率热塑性碳纤维复合材料的激光透射焊接,需要在焊缝中缓慢产生热量,以避免激光透明部件的降解。 因此,焊接技术必须由轮廓焊接改为准同步焊接。
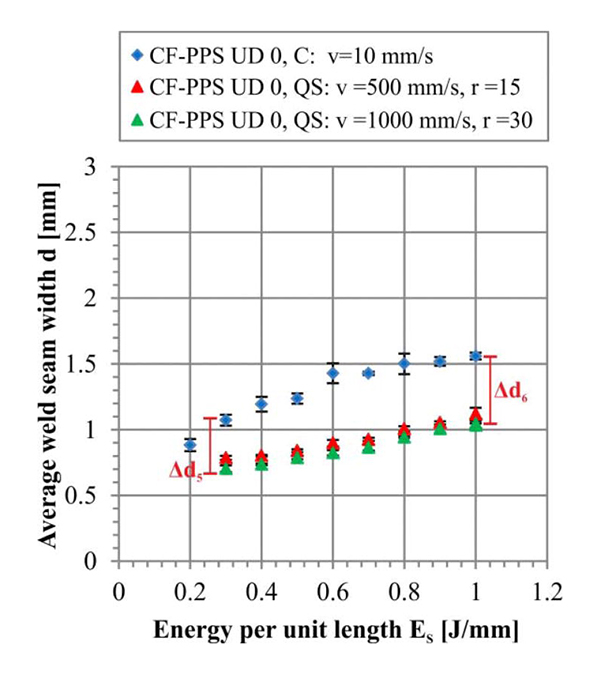
上图为0°纤维方向上,CF/PPS复合材料轮廓焊接(C)的和准同步焊接(QS),在每单位长度上施加的能量与平均焊缝宽度的图形数据对比。可以看出0°纤维方向上准同步焊接(QS)的焊缝宽度整体都小于轮廓焊接(C)。这是因为激光辐射透过CF/PPS复合材料后会出现冷却,多余的热量不足以熔化更多的基体材料,而是向辐射位置前后传导开来,因此焊缝宽度增加量很小,焊缝宽度级数之间的偏移几乎是恒定的(图中Δd5 ≈ Δd6 )。
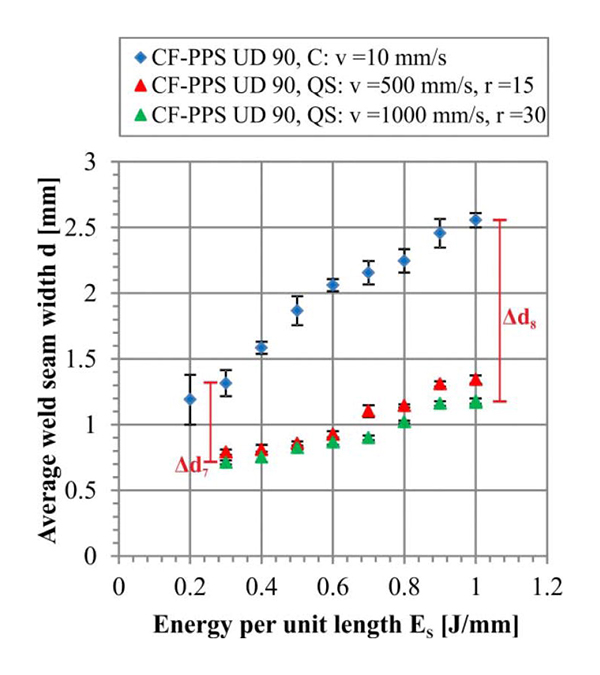
上图为90°垂直于纤维方向上,CF/PPS复合材料轮廓焊接(C)的和准同步焊接(QS),在每单位长度上施加的能量与平均焊缝宽度的图形数据对比。可以看出90°垂直于纤维方向上准同步焊接(QS)的焊缝宽度整体都小于轮廓焊接(C),且降低幅度较0°纤维方向更大。这是因为激光辐射透过CF/PPS复合材料冷却后,多余的热量会从焊缝中传导出去,基体材料的熔化过程会损失一定的热量,因此焊缝整体比轮廓焊接要小很多。轮廓焊接(C)在90°垂直于纤维方向上的焊缝增量较大,而准同步焊接(QS)的焊缝增量较小,因此对比0°纤维方向来看,焊缝宽度级数之间的偏移更大一些(图中Δd7 < Δd8 )。

如果光从数据来看,激光透射焊接的表现明显优于激光轮廓焊接,但前者想要产生均匀牢靠的焊缝效果,需要将连接的部件无间隙的压在一起,对设备和操作的要求都比较高。另外实验室阶段的焊接效果不能完全代表工业化量产阶段的焊接效果,因此针对热塑性碳纤维复合材料的激光焊接技术的研究还需要持续进行。如果未来激光焊接技术得以成熟,热塑性碳纤维复合材料制品的生产和加工水平将会得到飞跃式的提升,让我们期待这一天早日到来。





