热塑性CF-PAEK(PEEK)包覆成型工艺,模具温度对界面结合强度的影响
高性能热塑性碳纤维复合材料具有高韧性、耐冲击、吸湿率低、耐环境性能优良等优点,针对该类型复合材料的研究工作一直在持续开展,不仅制备出了多种基体的热塑性碳纤维复合材料,而且也总结发明了多种可行的加工处理工艺,如注塑成型、模压成型和包覆成型等。高温熔融技术一直被认为是解决热塑性碳纤维复合材料制备的主要方式之一,智上新材料将结合专业论文,介绍连续碳纤维增强聚芳醚酮(CF-PAEK)和短切碳纤维增强聚醚醚酮(CF-PEEK)在包覆成型加工中,模具温度对两种复合材料界面结合强度的影响。
热塑性CF-PAEK和CF-PEEK制备包覆复合材料
选择单向碳纤维制备了连续碳纤维增强热塑性维聚芳醚酮(CF-PAEK)复合材料,然后通过模压成型制成连续碳纤维增强复合材料层压板。选择聚醚醚酮(PEEK)和短切碳纤维增强聚醚醚酮(SCF-PEEK)作为注塑材料,注入模具中置于CF-PAEK层压板的表面,并保持压力一定时间,制成混合的包覆复合材料。待空气冷却到室温后,取出成型的热塑性碳纤维复合材料,裁切成固定大小,后续进行多项性能试验,包括力学性能测试、电镜扫描测试、体积分数测试、流变行为测试和纳米压痕测试等,并将测试数据绘成图形,经过对多组试样的对比研究,得出相应结论。
模具温度对热塑性CF--PAEK(PEEK)复合材料界面结合强度的影响
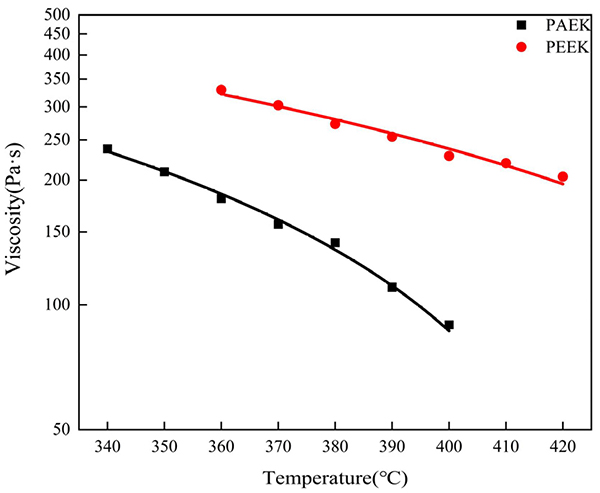
1、PEAK和PEEK树脂粘性-温度曲线:上图为PEAK和PEEK树脂粘性-温度曲线图,数据显示PAEK在340℃~400℃下的粘度约为89~237Pa·s,PEEK在360℃~420℃下的粘度为203~330Pa·s。两种热塑性树脂都具有剪切稀化行为,粘度随温度升高而降低。树脂熔体的粘度越低,扩散越好,对界面结合强度的正向影响越大。
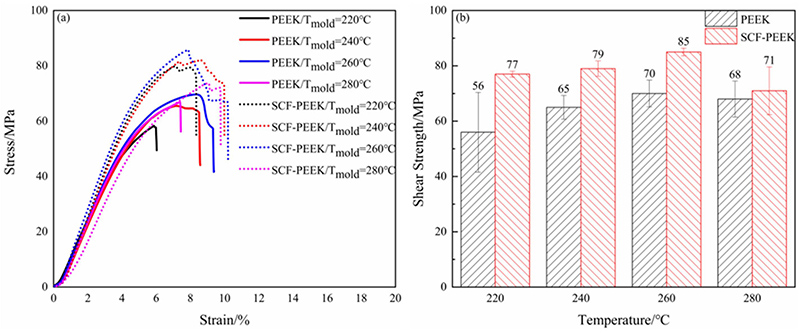
2、不同模具温度下包覆成型复合材料的剪切强度:上图a为PEEK和SCF-PEEK这两种材料在不同模具温度下的应力-应变曲线,上图b为PEEK/CCF-PAEK和SCF-PEEK/CCF-PAEK在不同模具温度下的剪切强度数据,PEEK/CCF-PAEK的剪切强度分别为56MPa、65MPa、70MPa和68MPa,而SCF-PEEK/CCF-PAEK的剪切强度为77MPa、79MPa、85MPa和71MPa。
结果显示,随着模具温度的升高,试样的剪切强度得到提升,而经过短切碳纤维的增强,SCF-PEEK/CCF-PAEK的剪切强度更高。模具温度影响注射熔体(PEEK和SCF-PEEK)与CCF-PAEK层压板之间的界面温度保持时间以及固化前的接触时间,而随着模具温度的升高,界面层的温度逐渐升高,以促进PAEK树脂在低熔融温度下的熔融和扩散,提高界面结合强度。
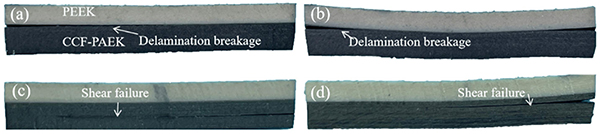
3、 不同模具温度下包覆成型复合材料试样的剪切破坏模式:上图为PEEK/CCF-PAEK包覆复合材料在不同模具温度下的试样剪切破坏截面图,显示在剪切力作用下,试样两侧开始出现裂纹,并向中间扩展。当模具温度为220℃和240℃时,PEEK/CCF-PAEK的失效主要是由于界面分层造成的,说明界面结合强度较弱(上图a和b);而当模具温度升高到260℃和280℃时,PEEK/CCF-PAEK失效主要是由层间断裂引起,说明界面结合强度较强(上图c和d)。
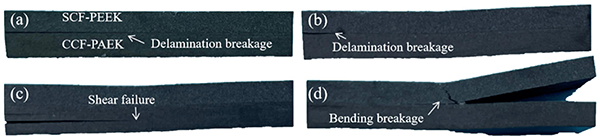
上图为SCF-PEEK/CCF-PAEK包覆复合材料在不同模具温度下的试样剪切破坏截面图,试样状态与PEEK/CCF-PAEK包覆复合材料相似。当模具温度为220℃和240℃时,界面结合失效依然是主要问题(上图a和b);当模具温度升高到260℃和280℃时;SCF-PEEK/CCF-PAEK的失效为CCF-PAEK的层间断裂和SCF-PEEK的弯曲失效(上图c和d)。由于包覆成型产生的弯曲变形和层间剪切变形,当界面结合强度减弱时,PEEK、SCF-PEEK和CCF-PAEK之间会发生分层。随着界面结合强度的增加,复合材料的界面分层逐渐减少,树脂的层间断裂增加。
实验结果表明,复合材料的界面失效模式随着模具温度的升高而变化。当它较低时,界面温度较低,注塑模具熔体冷却较快,分子扩散相对较慢,导致粘合性较差。剪切破坏表现为界面破坏。界面结合表现为机械结合。随着模具温度的升高,PEEK的断裂表面积逐渐增大。较高的模具温度提高了PEEK树脂与PAEK之间的界面温度,增加了固化前的共混时间,有利于树脂的熔融过程。当界面温度高于PAEK的熔化温度时,在界面处形成树脂共晶层,提高了界面结合强度。
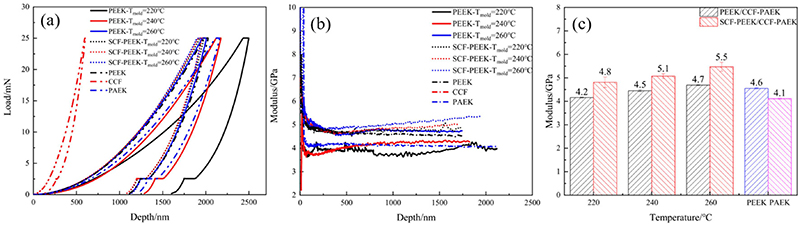
4、 不同模具温度下包覆成型复合材料的纳米压痕载荷-深度曲线:上图中曲线显示,对于相同的压痕载荷,压痕深度随着模具温度的升高而逐渐变小,说明界面处树脂的承载能力随着模具温度的升高而逐渐变强。对于PEEK/CCF-PAEK复合材料,模具温度为260℃时,界面树脂的负载能力与PEEK相似,表明包覆复合材料与注射层树脂(PEEK)已达到熔融树脂互混的状态,与PEEK的强度几乎一致。与PEEK相比,SCF-PEEK/CCF-PAEK复合材料界面处的负载更高,这表明添加短切碳纤维可以增强界面处的树脂,使其能够承载更高的负载。
当压痕深度较小时,模量随着压痕深度的增加而迅速减小(上图b),且此时模量曲线变化较多。深度超过250nm后,模量值随着深度的增加逐渐变得平滑。当压痕深度超过500nm时,模量曲线变得平滑。当模具温度为220℃时,PEEK/CCF-PAEK包覆复合材料的深度-模量曲线比较不稳定,此时的模量较低,为4.2GPa,表明熔体在260℃的模具温度下可以与瓶坯表面树脂形成树脂共生层,因此具有与PEEK相同的模量。
SCF-PEEK/CCF-PAEK包覆成型复合材料,深度-模量曲线相对平滑,短切碳纤维的添加可以提高界面处树脂的模量。随着模具温度的升高,模量也逐渐增大。当模具温度为260°C时增幅较高,可以达到5.5GPa,与模具温度260℃下界面结合状态的转变有关,说明界面上两种树脂能够熔融扩散成一体。另外短切碳纤维在树脂熔融状态下可以嵌入界面层中,有利于模量的提高。





