如何避免碳纤维箱体成型时脱模造成的损伤?
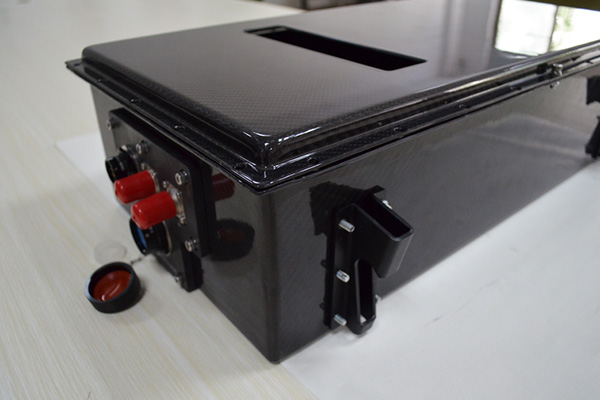
碳纤维产品定制加工,就是将碳纤维复合材料加工成不同外形,以满足实际应用中的各项需求。假设客户需要一个表面有镂空窗且内部有多个螺孔的碳纤维箱体,智上新材料会根据箱体大小等参数进行外观方面的设计,提前备好碳纤维预浸料和脱模剂等物料,另外制作对应的成型模具,随后在加工过程中注意细节,成型后小心脱模,力求将客户需求落实到实际产品中。本文将探讨一下碳纤维箱体成型过程中会碰到的一些问题。
碳纤维箱体成型需要用到哪些模具?
碳纤维箱体并不是实心的,中空结构、甚至表面有镂空窗等造型,这种复杂情况下,需要先对模具进行优化调整,确定长度、宽度和高度后,再针对边边角角等细节进行调整。碳纤维箱体成型过程中,通常会用到阳模和阴模这两种模具,如果箱体上下空间不一,可能会使用分体模具,组合使用以获取适合的产品外形。
除了阳模和阴模外,通常还会用到真空袋,将真空袋提前放入模具中适当位置,鼓入空气后与模具边缘紧密贴合。在加温加压固化阶段,可有效阻止软化树脂的随意流动,有效保障成型后碳纤维箱体的表面状态,维持高水平的机械性能。
碳纤维箱体成型加工需要多长时间?
从智上新材料制作碳纤维箱体的经历来看,标准成型加工工艺的时间通常需要36-72小时,我们可以对其进行进一步的拆分解析,来看看每个加工步骤的用时长短。
1、模具制作:找到合适的模具厂家,浇筑模具并进行表面处理,通常需要12-24小时;
2、模具准备:清洁模具表面,均匀涂抹脱模剂,通常需要1小时;
3、碳纤维铺层:将碳纤维预浸料裁剪成合适的大小,根据需求将不同层数的预浸料铺放在模具当中,产品厚度越大,铺层时间越长,箱体外形越复杂,铺层时间越长。通常需要1-3小时;
4、真空袋置入:将真空袋放入模具和预浸料中,抽真空以去除气泡并确保碳纤维层上的压力均匀,该步骤非常重要,如果真空袋破损,需要重新置入,通常需要1-2小时;
5、固化成型:将模具连同预浸料、真空袋等放入热压设备中,加温加压进行固化,通常需要为6-12小时;
6、冷却脱模:固化完成后,对模具进行冷却(室温或水冷),对碳纤维箱体进行脱模处理,通常需要3-6小时,如果碳纤维箱体外形较复杂,脱模时间会更长;
7、后处理:脱模后的碳纤维箱体只是雏形,需要除去表面残留的树脂,裁切多余部分,还需要进行水洗、打磨、打孔等后处理,通常需要6-12小时;
完成上述所有工序后,一个满足客户需求的碳纤维箱体才算真正被加工出来。如果加工环节出现问题,比如铺层时未预压实、真空袋成型过程中破损、脱模时边角损伤,那成型加工需要从头再来,耗费的时间会成倍延长。

如何避免碳纤维箱体成型时脱模造成的损伤?
碳纤维箱体与其他外形较为复杂的碳纤维产品相似,在固化后脱模时,时常出现边角损伤的情况。分析其中原因有多种,有模具原因、工艺原因、操作原因等。厂家在实际生产过程中,需要总结经验,针对各个环节各种细节进行优化和规避,下面的这些方法就是智上新材料多年生产加工积攒的一些经验。
1、正确选择模具:设计具有倾斜边缘(拔模角)的模具,以便更容易移除碳纤维产品;使用带有螺栓或紧固件的两部分模具,可以轻松打开,从而可以轻轻地取出产品;避免尖锐的底切或形状将产品困在模具中难以脱模。
2、模具表面处理:可抛光模具表面,确保模具表面光滑,尽量减少模具与碳纤维产品之间的摩擦;定期维护模具,检查模具是否凹陷或损坏。
3、正确使用脱模剂:在碳纤维预浸料铺层前需要涂抹一层脱模剂,涂抹时要足量且均匀,脱模剂可选择蜡基或液体脱模剂,加工环节较多的,可能要多次涂抹。
4、正确固化:碳纤维预浸料固化过程需要选择合适的温度和压力,确保树脂完全固化。如果温度或压力不够,未完全固化的树脂会粘附在模具上,脱模时造成破损,另外固化后还需要足够的冷却时间,避免过早脱模引起的变形问题。
5、选用合适脱模技术:使用塑料或橡胶楔子代替金属工具小心地将产品从模具中撬开;开始撬动边缘以逐渐释放产品,不要强行将产品拉出;可在模具接缝处或通过模具中的专用孔引入压缩空气,帮助脱模;可稍微加热模具,引起轻微热膨胀,有助于脱模。
6、避免用力过度:脱模过程中,避免用力过度,可能导致碳纤维产品出现应力裂纹或分层,用轻柔、均匀的压力将产品从模具中脱模。

碳纤维箱体的制作过程不算特别复杂,智上新材料凭借成熟的技术和丰富的经验,已经为多家客户提供了多种不同类型的碳纤维箱体产品。碳纤维是国家发展的重要战略材料,我们不仅要在技术上打磨提升,同时也要在产能产量上努力扩展,为国产碳纤维产业提供助力。





